





Tech Specs
Product information
TASK™ 9 Colormatch is a high performance urethane casting resin that features very high compressive strength and tensile strength. TASK™ 9 is clear amber, which makes this plastic very easy to color using SO-Strong™ or IGNITE™ colorants. With a mix ratio of 1A:1B by volume, TASK™ 9 is easy to use and a low mixed viscosity (300 cps) ensures minimal bubble entrapment. Pot life is 7 minutes and cure time is about 60 minutes (depending on mass).
Features
TASK™ 9 is ideal for making impact resistant tooling, color accurate prototypes / models as well as durable reproductions. This resin is designed for casting in thicknesses up to ½” (1.27 cm).
Instructions
Materials should be stored and used in a warm environment (73°F/23°C). These products have a limited shelf life and should be used as soon as possible. All liquid urethanes are moisture sensitive and will absorb atmospheric moisture. Mixing tools and containers should be clean and made of metal, glass or plastic. Mixing should be done in a well-ventilated area. Wear safety glasses, long sleeves and rubber gloves to minimize contamination risk.
Because no two applications are quite the same, a small test application to determine suitability for your project is recommended if performance of this material is in question.
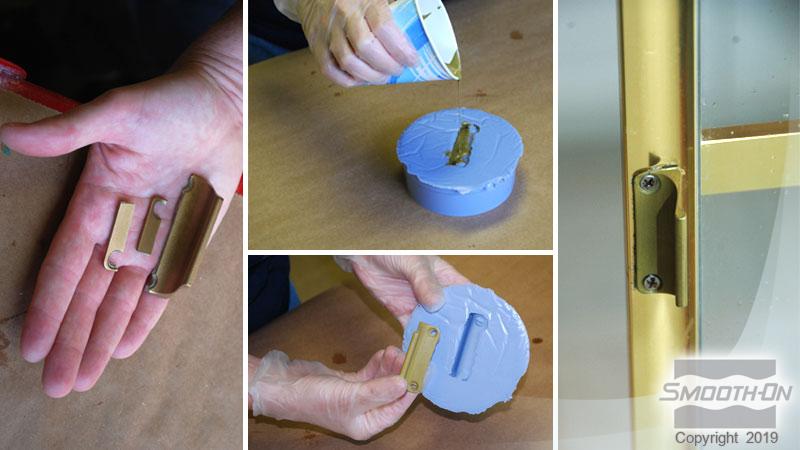
Release Agent - Silicone rubber molds (Mold Max™ Silicones) do not require a release agent. Applying a release agent, however, will prolong the life of the mold. A release agent is necessary to facilitate demolding when casting into urethane rubber molds. Use a release agent made specifically for mold making (Universal™ Mold Release or Mann’s Ease Release™200 available from Smooth-On or your Smooth-On distributor). A liberal coat of release agent should be applied onto all surfaces that will contact the plastic.
Mixing - Shake or stir both Part A & Part B before using. After dispensing required amounts of Parts A and B into mixing container, mix thoroughly. Stir deliberately making sure that you scrape the sides and bottom of the mixing container several times. Be careful not to splash low viscosity material out of the container. Material will briefly turn cloudy during mixing. Continue mixing until material becomes clear again before pouring.
IMPORTANT: Shelf life of product is reduced after opening. Remaining product should be used as soon as possible. Immediately replacing the lids on both containers after dispensing product will help prolong the shelf life of the unused product. XTEND-IT™ Dry Gas Blanket (available from Smooth-On) will significantly prolong the shelf life of unused liquid product.
Vacuuming - TASK™ 9 is low in viscosity and does not require vacuum degassing. If you choose to vacuum the material, subject mixture to 29 h.i.g. mercury in a vacuum chamber until mixture rises, breaks and falls. Allow for 3 to 4 times volume expansion in mixing container. Be aware of pot life so that material does not set up in mixing container.
Pressure Casting - Best results are obtained using a pressure casting technique. After pouring the mixed resin into the mold, the entire mold is placed in a pressure chamber and subjected to 60 PSI (4.2 kg/cm2) air pressure for 60 minutes.
Pouring - Warning: Fumes, which may be visible as this product starts to “gel” and cure, will dissipate with adequate ventilation. Only use this product with room size ventilation and do not inhale/breathe fumes. Castings will be extremely hot immediately following cure and may burn the skin. Let cool to room temperature before handling. For best results, pour your mixture in a single spot at the lowest point of the mold and let the mixture seek its level. This will help minimize air entrapment.
Curing - Important: Use this product with at least room size ventilation or in proximity to a forced outlet air vent and do not inhale/breath fumes. Fumes, which may be visible with a significant mass concentration, will quickly dissipate with adequate ventilation. Castings with significant mass may be hot to the touch and irritate skin immediately following cure. Let casting cool to room temperature before handling.
Demold time of the finished casting depends on mass and mold configuration. Low mass or thin-walled castings will take longer to cure than castings with higher mass concentration.
If making rotational or hollow castings, backfilling with a rigid foam (Foam-iT! 5 or other) will provide lightweight reinforcement. Foam backfilling is recommended if castings will be subjected to temperatures above 85°F / 30°C.
Performance - Cured castings are rigid and durable. They resist moisture, moderate heat, solvents, dilute acids and can be machined, primed/painted or bonded to other surfaces (any release agent must be removed). If machining cured TASK™ 9 plastic, wear dust mask or other apparatus to prevent inhalation of residual particles. Castings can be displayed outdoors after priming and painting.